
How does a waterjet work?
We will show you how waterjet cutting works and what materials you can cut with a waterjet.
We will show you how waterjet cutting works and what materials you can cut with a waterjet.
Waterjet cutting has become a widely used process for cutting a wide range of materials. Waterjet cutting machines offer many advantages, such as no thermal effects, unlimited thickness and a wide range of features. On this page you will learn how waterjet cutting machine works and the materials that can be cut with a waterjet.
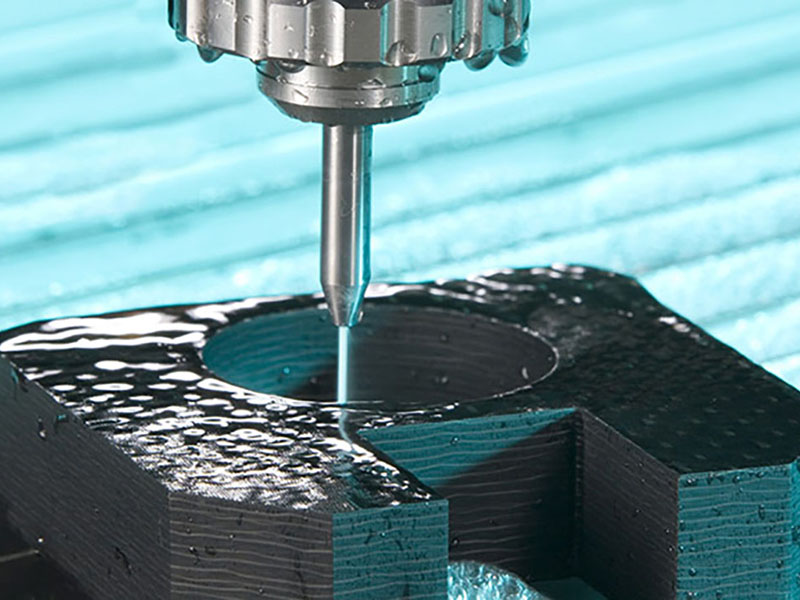
In the waterjet cutting process, an ultra-high pressure pump pressurizes the water to over 60,000psi and then shoots the water out through tiny jeweled nozzles to form a powerful column of cutting water. The high-pressure water column can penetrate a variety of materials and cut the parts to be processed.
The versatility of the materials that can be processed is a major advantage of the waterjet, which can cut almost any material due to its cutting properties.
Powerful
Waterjet cutting is a cold cutting process in which the material’s molecular structure does not change during the cutting process.
Waterjet cutting represents a smooth cutting edge and the absence of secondary finishing means you will gain significant time and costs.
Cutting accuracy of ±0.1 to ±0.2mm makes the waterjet the preferred choice for internal cutting of materials.
When you use a waterjet cutting machine, there will be no limits to material and thickness. Abrasive waterjets can cut virtually any material you want.
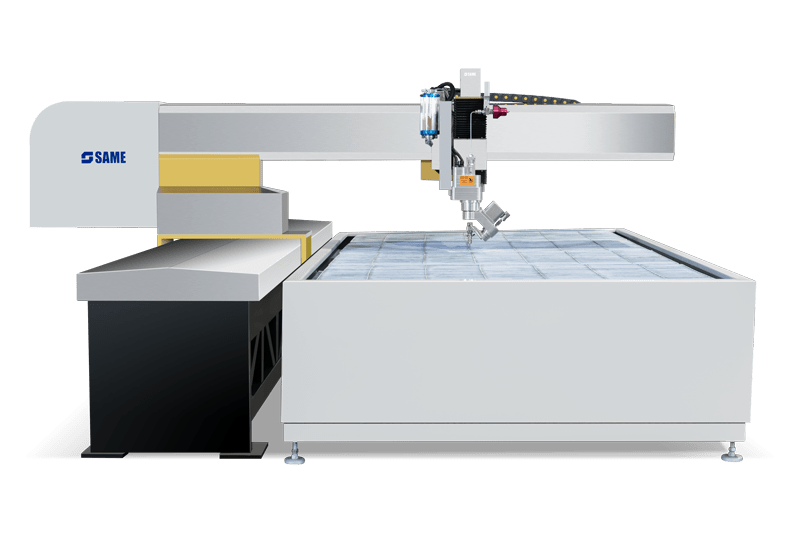
Waterjet Cutters - 3-axis Series
3-axis series: waterjet cutter for formats up to 4000 x 2000 mm
No. 34, Peizheng, ChiNi, Huadu
Guangzhou City, Guangdong
Province, China.
Copyright 2021 © All rights Reserved. Developed by oxybai

